

 英語
英語 ジェームス
ジェームス スペイン語
スペイン語
×
パスワード
パスワードを取得
パスワードを入力して関連コンテンツをダウンロードします。
送信
 +86-15267462807
+86-15267462807
 言語
言語
廃水処理の世界では、 ブロワールーム 多くの場合、最大のエネルギー消費者を占めます。 工場の総電力使用量の 60% 。オペレータはバクテリアを満足させるために溶存酸素 (DO) レベルの監視に多くの時間を費やしていますが、その酸素が手頃な価格で提供されているか、それとも大幅な損失を伴いながら提供されているかを判断する「静かな」指標があります。 動的湿潤圧力 (DWP)。
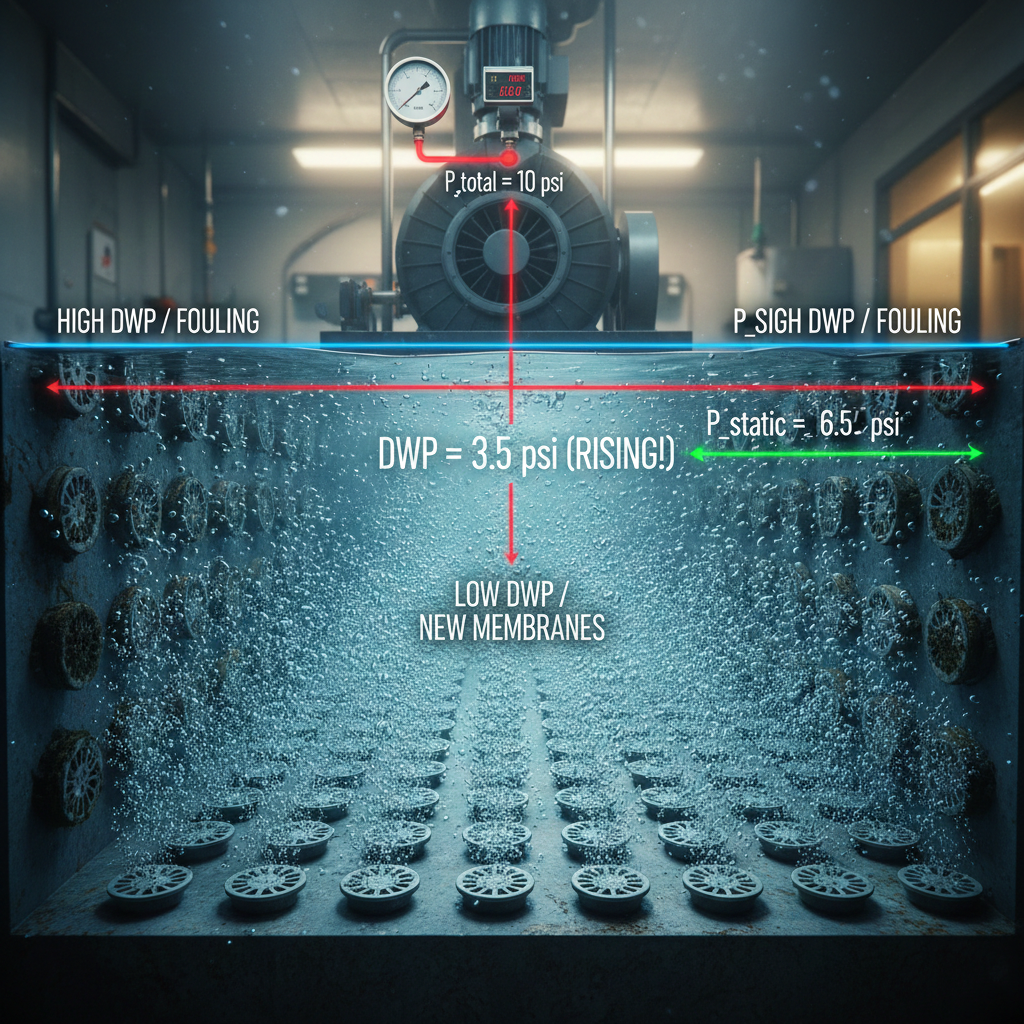
DWP を理解するには、まず送風機で測定された全圧力と DWP を区別する必要があります。空気がブロワーから曝気タンクの底に移動するとき、次の 2 つの主な障害に直面します。
数学的には、この関係は次のように表されます。
(どこで P 摩擦損失 は配管自体内の抵抗です)。
(どこで is the resistance within the piping itself).
エアレーション システムは人間の循環システムのようなものだと考えてください。の ブロワー 心です、 パイプ は動脈、そして ディフューザー 毛細血管です。
「毛細血管」 (ディフューザーのスリット) が狭くなったり硬くなったりすると、同じ量の酸素を含んだ「血液」 (空気) をシステム内に移動させるために、「心臓」 (送風機) がかなり激しくポンプを送り出す必要があります。これは本質的に植物にとって「高血圧」です。目標の DO レベルはまだ達成しているかもしれませんが、機器には多大なストレスがかかっており、光熱費は急増しています。
DWP が固定の数値になることはほとんどありません。膜はエラストマー (EPDM やシリコンなど) でできているため、時間の経過とともに変化します。柔軟性を失ったり、ミネラルや「バイオスライム」が詰まったりすると、DWP は上昇していきます。
ディフューザーの DWP は静的な数値ではありません。それは空気圧と流体力学に対する動的応答です。 「スリットの物理学」を理解すると、一部のディフューザーがお金を節約できる一方、他のディフューザーが予算を浪費する理由が説明されます。
ディフューザー膜は本質的にはハイテク逆止弁です。送風機を停止すると、水圧とエラストマー(ゴム)の自然張力によりスリットがしっかりと閉じられます。配管内へのスラッジの侵入を防ぎます。
エアレーションを開始するには、ブロワーが次の 2 つの力に打ち勝つのに十分な内圧を生成する必要があります。
膜に穴を開ける方法は、エンジニアリングの微妙なバランスによって決まります。
空気流量が増加すると、DWP も増加します。これはとして知られています オリフィス効果 。空気流が低い場合、スリットはほとんど開きません。送風機の回転数を「上げる」と、スリットがさらに広がる必要があります。
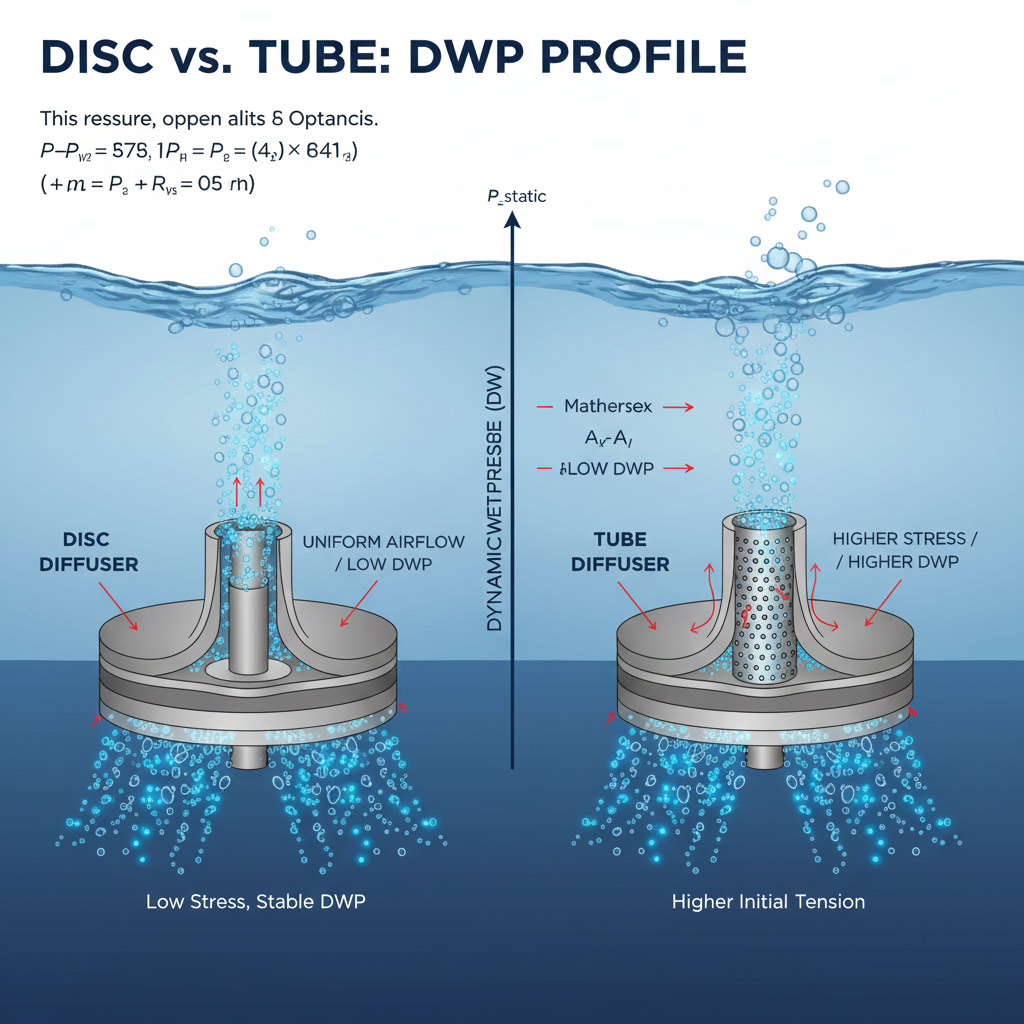
どちらも同様の膜材料を使用していますが、その形状は圧力プロファイルに大きな影響を与えます。
| 特徴 | ディスクディフューザー DWP | チューブディフューザー DWP |
|---|---|---|
| 空気の分配 | 中心。空気は平らな表面またはわずかにアーチ状の表面に対して上向きに押し上げられます。 | 空気は、剛性の円筒状支持体の周囲で膜を拡張する必要があります。 |
| 均一性 | 均一性が高い。圧力はディスク面全体に均等に分散されます。 | 不均一になる可能性があります。完全に水平でない場合、空気が「上限」で逃げる傾向があり、不均一な摩耗につながります。 |
| 代表的な範囲 | 10インチ~22インチ | 15インチから30インチ |
| 長期 DWP | バブルごとに必要な機械的「伸び」が低いため、一般に安定性が高くなります。 | 膜が「収縮」したり、内部サポートパイプの周囲で締め付けられたりすると、より速く増加する可能性があります。 |
の ディスクディフューザー 一般に、DWP の安定性の「ゴールド スタンダード」とみなされます。メンブレンは周囲のみで保持されているため、ドラムヘッドのように自由に曲がります。の チューブディフューザー ただし、パイプの上に張られています。これにより、より多くの初期張力 (プリロード) が発生し、多くの場合、同じ材質のディスクと比較して開始時の DWP がわずかに高くなります。
完璧な世界では、DWP は一定のままになります。しかし、排水タンクという過酷な環境では、必然的にDWPが上昇し始めます。エンジニアは、この徐々に増加することを「圧力クリープ」と呼んでいます。ディフューザーがいつ限界点に達するかを予測するには、このクリープの 3 つの主な原因を理解することが不可欠です。
廃水はバクテリアの増殖を目的とした栄養豊富なスープです。残念ながら、これらの細菌は浮遊状態に留まるだけではありません。彼らは表面に付着するのが大好きです。
これは生物学的なプロセスではなく、化学的なプロセスです。これは、「硬水」の地域、またはリン除去に塩化第二鉄などの化学薬品を使用する工場で最も一般的です。
たとえきれいな水であっても、膜自体の化学的性質により、DWP は最終的に上昇します。
測定しないものは管理できません。送風機が故障し始めるまで、長年にわたり DWP は無視されました。現在、スマート プラントではプロアクティブな監視アプローチが採用されています。
水中ディフューザー内に圧力センサーを簡単に取り付けることはできないため、 「トップサイド」の計算 :
の most accurate way to “diagnose” your diffusers is a Step Test.
DWP が上昇し始めると、オペレータは機器の損傷や予算超過を引き起こす前に圧力を「リセット」するためのツールをいくつか用意しています。これらの方法は、単純な運用変更から化学的介入まで多岐にわたります。
これは生物学的ファウリングに対する防御の第一線です。
ミネラルスケール(カルシウムまたは鉄)が原因の場合、「衝突」だけでは十分ではありません。地殻を溶かす必要があります。
他のメンテナンスのためにタンクの水を抜く場合は、手動での洗浄が最も一般的です。
ディフューザーの清掃または交換のコストを正当化するには、エンジニアは翻訳する必要があります DWP (水柱インチ) に お金 (キロワット) .
の power required by a blower is directly proportional to the total discharge pressure. A simplified formula for the change in power (P) relative to a change in pressure ( Δp ) は次のとおりです。

シナリオ:
工場が曝気電力に年間 20 万ドルを費やしている場合、その 1 psi の「クリープ」によってコストがかかっていることになります。 年間20,000ドル 無駄な力で。

著者: Michael Knudson Stenstrom - ResearchGate
https://www.researchgate.net/figure/Standard-Aeration-Efficiency-In-Clean-SAE-and-Process-aFSAE-Water-for-FinePore-and_fig3_304071740
の most efficient wastewater plants in the world do not wait for a blower to trip or a membrane to tear. They monitor DWP as a “Live Health Metric.” By tracking the trend line of DWP, operators can schedule cleanings exactly when the energy savings will pay for the labor, ensuring the plant runs at the lowest possible carbon footprint.


86 - 571 - 88647609

+ 86-15267462807
