

 英語
英語 ジェームス
ジェームス スペイン語
スペイン語
×
パスワード
パスワードを取得
パスワードを入力して関連コンテンツをダウンロードします。
送信
 +86-15267462807
+86-15267462807
 言語
言語
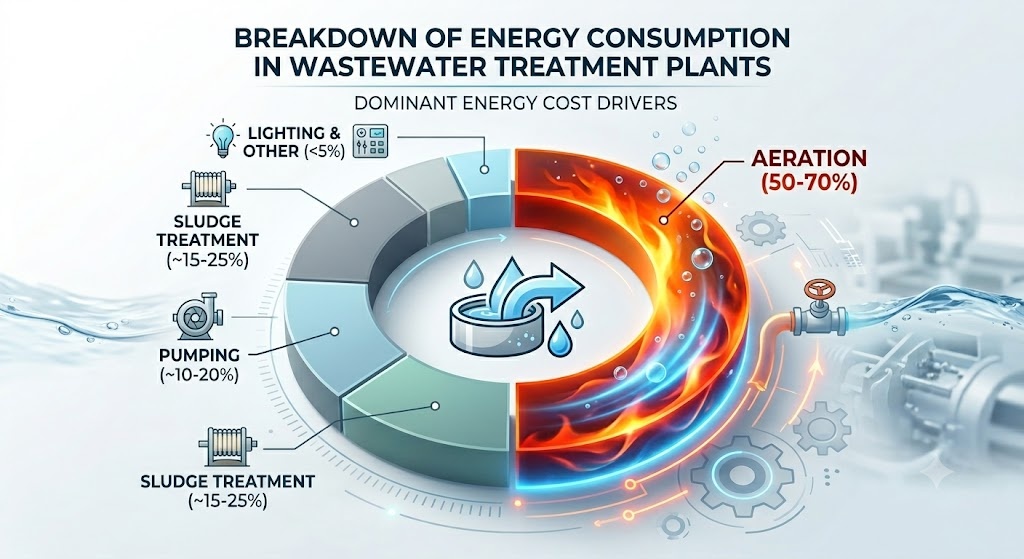
直接的な答え: 曝気は廃水処理プラントの総エネルギーの 50 ~ 70% を消費します。中心となる効率指標は標準曝気効率 (SAE) で、kgO₂/kWh で測定され、システムが単位エネルギー当たりどれだけの酸素を供給するかを表します。適切に設計されたファインバブルディフューザーシステムは、2.5 ~ 5.0 kgO₂/kWh を達成します。稼働中のほとんどのプラントは、ディフューザーの汚れ、部分負荷で動作する大型ブロワー、日負荷変動を無視する固定 DO 設定値、および VFD 制御の欠如により、この値を下回る 1.5 ~ 2.5 kgO₂/kWh です。エネルギー監査により、これらのうちどれが最もコストがかかっているかが正確に特定されます。米国 EPA は、適切に設計された曝気制御システムだけで曝気エネルギーが 25 ~ 40% 削減されることを文書化しました。
曝気システムは建設コストの 2 ~ 5% しか占めませんが、プラントのエネルギーの最大 80% を消費します。控えめな 50% という数字でも、この数字は相当なものです。
| 植物の大きさ | 典型的な総エネルギー | 曝気シェア(60%) | 0.10ドル/kWhで |
|---|---|---|---|
| 1,000m3/日 | ~150,000kWh/年 | ~90,000kWh/年 | ~9,000ドル/年 |
| 10,000m3/日 | ~1,500,000 kWh/年 | ~900,000 kWh/年 | ~90,000ドル/年 |
| 50,000立方メートル/日 | ~7,500,000 kWh/年 | ~4,500,000 kWh/年 | ~450,000ドル/年 |
| 100,000立方メートル/日 | ~15,000,000 kWh/年 | ~9,000,000 kWh/年 | ~900,000ドル/年 |
50,000 m3/日のプラントでの曝気効率が 20% 向上し、年間 90,000 ドルを節約できます。毎年。プロセスに妥協はなく、実際、より優れた生物学的性能を備えています。
以下の監査フレームワークは、これらの節約がどこに隠れているかを特定します。
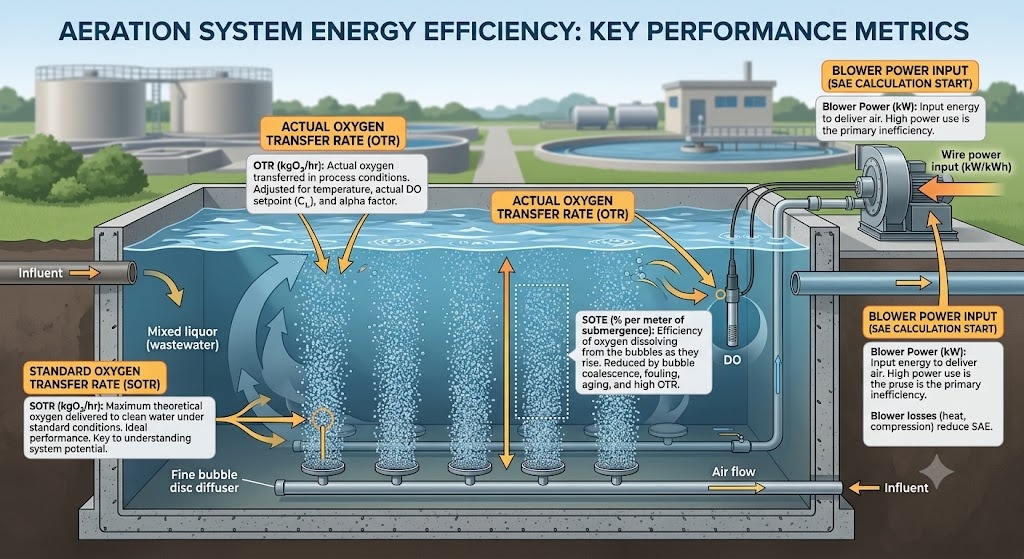
何かを監査する前に、機器と同じ言語を話す必要があります。曝気システムのパフォーマンスを定義する 4 つの指標:
SOTR — 標準酸素移動速度
標準条件(きれいな水、20°C、DOゼロ、海面)下で1時間あたりに移動する酸素の質量。単位: kgO₂/hr。これは、ディフューザーまたはエアレーターに対するメーカーの実験室評価です。
SOTE — 標準酸素移動効率
標準条件下で、供給される空気中の酸素のうち、実際に水に溶解する割合。水没量 1 メートルあたりの %、またはシステムの合計 % として表されます。
SOTE (%) = (溶解したO₂ / 供給されたO₂) x 100
ファインバブルディスクディフューザー: 水深 1 メートルあたり 6 ~ 8% SOTE
粗いバブルディフューザー: 1 メートルあたり 3 ~ 4% の SOTE
表面機械エアレーター: 深さには依存しません。総SOTEとして表される
OTR — 実際の(フィールド)酸素移動速度
SOTR は実際のプロセス条件 (廃水温度、実際の DO 濃度、アルファ係数) に合わせて補正されています。これがディフューザーが実際にタンク内に供給するものです。
OTR = SOTR x アルファ x (ベータ x C_s,T - C_L) / C_s,20 x シータ^(T-20)
ここで:
SAE — 標準曝気効率
エネルギー監査に最も役立つ単一の数値。 SAE は、酸素移動とエネルギー消費を 1 つの比較可能な指標に組み合わせます。
SAE (kgO₂/kWh) = SOTR (kgO₂/hr) / ブロワーへのワイヤー入力電力 (kW)
逆数 — kWh/kgO₂ — も同様に有効であり、コスト計算ではより直観的です。
比エネルギー (kWh/kgO₂) = 1 / SAE
テクノロジー別の SAE ベンチマーク:
| エアレーション技術 | SAE (kgO₂/kWh) | 比エネルギー (kWh/kgO₂) |
|---|---|---|
| ファインバブルディスク/チューブ/プレートディフューザー (最適化) | 2.5~5.0 | 0.20~0.40 |
| ファインバブルディスクディフューザー(通常動作) | 1.8~3.5 | 0.29~0.56 |
| 粗泡ディフューザー | 1.2~2.0 | 0.50~0.83 |
| 表面機械曝気装置(低速) | 1.2~2.5 | 0.40~0.83 |
| 表面機械曝気装置(高速) | 0.8~1.5 | 0.67~1.25 |
| ジェットエアレーター | 1.0~2.0 | 0.50~1.00 |
| 深坑曝気 (>15 m) | 3.5~6.0 | 0.17~0.29 |
プラントの計算された SAE がファインバブル システムで 1.8 kgO₂/kWh を下回っている場合は、ディフューザーの汚れ、過剰なエアレーション、または非効率的なブロワーの動作など、回復可能なパフォーマンスの問題が発生している可能性があります。
測定していないものを監査することはできません。ほとんどのプラントでは、特別な試験装置を必要とせずに、既存の機器から大まかな SAE を計算できます。
必要なもの:
1 日の酸素要求量 (AOR - 実際の酸素要求量) を推定します。
AOR (kgO₂/日) = (BOD 除去酸素要求量) (硝化酸素要求量) - (脱窒クレジット)
BOD 除去: BOD 除去量 1 kg あたり ~1.0 ~ 1.2 kgO₂ (単純な BOD 除去の場合は 1.0、複合 BOD 硝化システムの場合は 1.2)
硝化: 4.57 kgO₂/kg NH₄-N 酸化
脱窒クレジット: NO₃-N 削減 kg あたり 2.86 kgO₂ 回収 (無酸素ゾーンが存在する場合は、これを差し引きます)
例 — 10,000 m3/日の市営プラント:
フィールド SAE を計算します:
上水同等の比較のために SOTR に変換します。
SOTR = AOR / (アルファ × 補正係数) ≈ AOR / (0.6 × 0.5) = AOR / 0.30
SOTR = 138 / 0.30 = 460 kgO₂/時
標準 SAE = 460 / 191 = 2.41kgO₂/kWh
これはファインバブルシステムの許容範囲の下限に近いので、調査する価値があります。
オフガス試験では、フローティングフード内で水面から出るガスを捕捉し、その酸素含有量を分析することにより、プロセス条件でSOTEを直接測定します。これは、実際のディフューザーの性能を決定する最も正確な方法です。
必要な機器: 浮遊ガス収集フード、ガス分析計 (O₂ および CO₂)、ブロワーのエアフローメーター。
SOTE (%) = (O₂ 流入 - O₂ 流出) / O₂ 流入 × 100
ここで、O2 in = 空気流量 × 0.2095 (空気の O2 割合)、O2 out = 収集されたオフガスで測定された O2 濃度 × 総オフガス流量です。
オフガステストは、洗浄後または改造後の検証のゴールドスタンダードであり、ディフューザーのメンテナンスまたは交換によってパフォーマンスが向上したかどうかを直接示します。これには特殊な機器が必要であり、通常は専門家チームによって実施されます。
ブロワーの効率によって、実際に空気流に到達する電気エネルギーの量が決まります。経年劣化、入口フィルタの汚れ、または部分負荷運転により、ブロワーは定格出力の 85% を発揮し、残りを熱として無駄にします。
ブロワー効率評価のための等温出力方程式:
理論等温出力 (kW) = Q_air × P_inlet × ln(P_outlet / P_inlet) / 効率
ここで:
ブロワー効率のベンチマーク:
| ブロワータイプ | ピーク等エントロピー効率 | 一般的なフィールド効率 | 部分負荷効率 (50% 流量) |
|---|---|---|---|
| ルーツトライローブ (VFDなし) | 55~65% | 50~60% | 35~45% |
| ルーツトライローブ(VFD付き) | 55~65% | 55~62% | 50~58% |
| ロータリースクリュー(VFD付) | 65~75% | 62~70% | 60~68% |
| 多段遠心分離機 | 65~72% | 60~68% | 45~55% (サージリスク) |
| 高速ターボ(ダイレクトドライブ) | 72~82% | 70~78% | 65~75% |
現場で最も一般的な効率の問題: ブロワーは設計流量の 40 ~ 60% で継続的に動作します エアレーションシステムはめったに発生しないピークフロー条件に合わせて設計されているためです。流量が 50% の場合、ルーツブロワーはピークに比べて効率が 15 ~ 25 パーセント低下し、消費されるすべての kWh のかなりの部分が無駄になります。
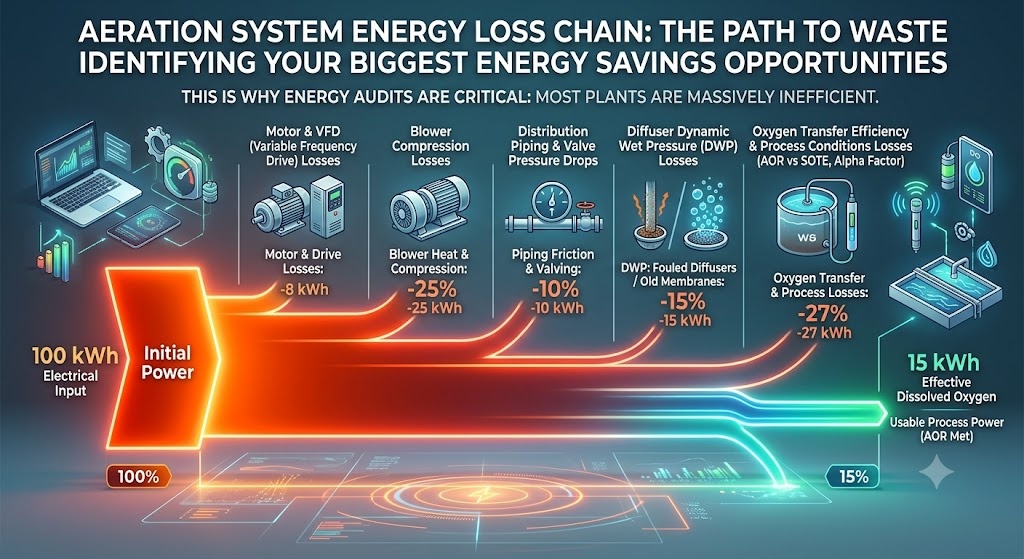
すべての曝気システムには、電気メーターとタンク内の溶存酸素の間でエネルギーが失われる箇所が 4 か所あります。それぞれの損失を定量化することで、どこに介入すべきかを特定します。
エネルギー損失の連鎖:
電気入力 → ブロワーモーター損失 → ブロワー圧縮損失 → パイプ/バルブ分配損失 → ディフューザー DWP 損失 → 酸素移動損失
| 喪失段階 | 典型的な大きさ | 原因 | 監査チェック |
|---|---|---|---|
| モーターの電気損失 | 3~8% | モーターの経年劣化、部分負荷 | モーターの力率と消費電流を測定 |
| ブロワーの圧縮損失 | 20~35% | ブロワータイプ, operating point | 実際の等温出力と理論上の等温出力を比較する |
| パイプとバルブの損失 | 5~15% | サイズの小さいパイプ、汚れたバルブ、過剰な制御バルブ | 分配システム全体の圧力損失 |
| ディフューザーの DWP 損失 | 5~25% | 汚れ、経年劣化、フラックスの過剰/不足 | DWP 測定 (DWP の記事を参照) |
| 酸素移動損失 | 30~60% | アルファ係数、DO 設定値、バブルサイズ | オフガステストまたはSOTE推定 |
複合効果: ブロワー モーターで消費される 100 kWh ごとに、通常、混合液中に溶存酸素として残るのは 15 ~ 35 kWh だけです。
ほとんどのプラントは、日次/季節負荷のピークに合わせて設計されています。実際の平均負荷は通常、ピークの 40 ~ 70% です。ピーク需要を満たすために固定速度で動作するブロワーは、動作寿命のほとんどの間、非効率な部分負荷で動作します。
可変周波数ドライブ (VFD) により、ブロワー速度が実際の酸素要求量を追跡できます。速度制御用の VFD を備えたトライローブ容積式ブロワーは、60 ~ 70% のターンダウンを提供し、優れた運用の柔軟性を実現します。
VFD によるエネルギー節約: 一般的なプラントのブロワー エネルギーの 15 ~ 30%。投資回収率: 電気料金と負荷の変動に応じて 2 ~ 4 年。
VFD は次の場合に最も効果的です。 負荷が大幅に変化する (日内変動 > 2:1)、複数のブロワーが設置されており、現在のブロワーは >70% の速度で連続的に動作します。
VFD は、次の場合には効果が最も低くなります。 ほとんどの場合、ブロワーはすでに 95 ~ 100% の速度で動作しています (能力に制約のあるプラント)、またはルーツブロワーがすでに最小速度に調整されている場合。
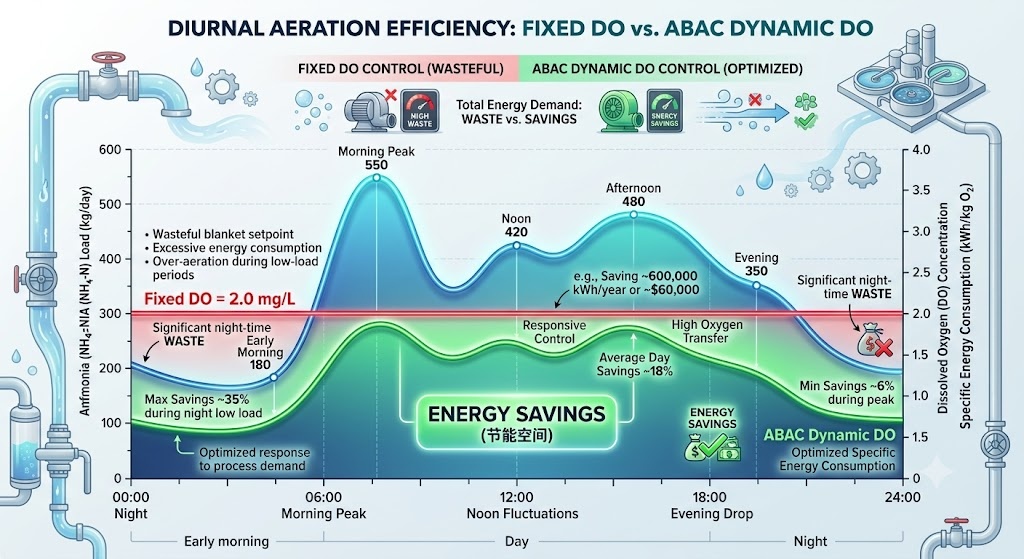
ほとんどのプラントは、曝気槽全体で 2.0 mg/L の DO 設定値で運転しています。これは、最悪の状況をカバーする包括的な数値です。平均的な負荷条件では、これは慢性的な過エアレーションを意味します。
DO 設定値を 2.0 mg/L から 1.5 mg/L (常温での硝化には十分十分です) に下げると、通常、空気需要が 10 ~ 20% 削減されます。これは利用可能な最も低コストの介入であり、多くの場合、設備投資を行わずに PLC を再プログラムすることで達成できます。
重要: DO 設定値の低減は、信頼性の高い DO センサーの校正と組み合わせる必要があります。 DO センサーのドリフトは一般的であり、実際の DO が表示値よりも低くなります。センサーを再調整せずに設定値を下げると、プロセスが混乱する危険があります。
標準的な DO 制御では、実際の生物学的要求に関係なく、一定の DO 濃度が維持されます。 ABAC はさらに 1 レベル深く、流出アンモニア濃度を測定し、硝化が完了したかどうかに基づいて DO 設定値を動的に調整します。
OTE は DO 濃度が低いほど向上するため、プロセス目標を満たす最小 DO 濃度を維持することでエネルギーを節約できます。 ABAC システムは、OTE とアンモニアの生物学的変換速度の両方に対する DO の影響を利用します。
実際には、アンモニア負荷が低い夜間には、ABAC により DO が 0.8 ~ 1.2 mg/L に低下し、それでも完全な硝化が達成されます。朝のピーク負荷時には、アンモニアが通過する前に DO が 2.5 ~ 3.0 mg/L に増加します。この動的応答は、固定 DO 設定値では不可能です。
Envirosim が発表したケーススタディでは、硝化活性汚泥プラントで手動 DO 制御により DO が 0.5 ~ 3.5 mg/L に変動し、ブロワー エネルギーが 590 kWh/MGD になることが実証されました。従来のDO制御ではこれを3%しか削減できませんでした。 ABAC は、DO の動作範囲を、すべての負荷条件で完全な硝化に必要な最小限に狭めることにより、エネルギー需要をさらに大幅に削減しました。
AI や機械学習と統合された MPC などの高度な制御テクノロジーにより、手動操作と比較してエネルギー使用量を 30 ~ 40% 削減し、DO レベルを 35 ~ 40% 向上させることができます。
ABAC 実装要件: アンモニアセンサー (イオン選択電極またはオンライン分析装置) 曝気槽の流出端付近。各制御ゾーンの DO センサー。 SCADA の統合。応答能力のための VFD ブロワー。
ディフューザーが汚れていると、SOTE が低くなり、より大きな気泡が生成され、DWP が上昇します。つまり、同じ空気を送り込むためにブロワーがより激しく働かなければならないことを意味します。 DWP = 100 mbar と DWP = 20 mbar での汚れたディフューザーの総合効果は、移動する酸素単位あたりのエネルギーが 15 ~ 25% 増加します。
適切に設計された曝気制御システムを導入すると、曝気エネルギーが 25 ~ 40 パーセント削減されると米国環境保護庁によって報告されています。しかし、この節約はディフューザーがきれいな場合にのみ達成可能です。ディフューザー システムが汚れていると、高度な制御の利点が無効になります。
ディフューザーメンテナンスの優先順位:
完全なメンテナンス決定フレームワークについては、DWP の記事を参照してください。
プラントが背圧 0.5 bar 以上で動作するルーツ トライローブ ブロワーを使用して建設されている場合 (多くのプラントがそうであるように、ルーツ ブロワーは何十年もデフォルトのテクノロジーであったため)、それらを高速ターボ ブロワーまたはロータリー スクリュー ブロワーに置き換えることで効率が大幅に向上します。
| ブロワーのアップグレード | ピーク効率の向上 | エネルギー節約量(目安) | 返済 |
|---|---|---|---|
| 根元→ロータリースクリュー(同圧) | 10 ~ 15 パーセント ポイント | 15~20% | 4~7年 |
| ルーツ→高速ターボ | 15 ~ 25 パーセント ポイント | 20~30% | 5~9年 |
| 多段遠心分離機 → Turbo | 8~15パーセントポイント | 10~20% | 5~8年 |
| 既存のスクリューブロワーにVFDを追加 | 部分負荷で 8 ~ 15% | 10~20% | 2~4年 |
ブロワーの交換は最も資本コストの高い介入ですが、最も持続的な節約効果が得られます。効率の向上はオペレーターの行動とは無関係であり、重大な機械的故障がなければ効率は低下しません。
完全な曝気エネルギー監査により、節約マトリックスが提供されます。各機会は推定導入コストと単純な回収期間とともに、kWh/年および $/年で定量化されます。
監査出力の例 — 10,000 m3/日の市営プラント、191 kW ブロワー負荷、0.10 ドル/kWh の電力:
| 機会 | 省エネ | 年間節約額 | 導入コスト | シンプルな返済 |
|---|---|---|---|---|
| DO 設定値 2.0 → 1.5 mg/L (PLC 再プログラミング) | 15% | 25,000ドル | 2,000ドル | 1ヶ月 |
| ディフューザーバースト洗浄酸洗浄 | 12% | 20,000ドル | 5,000ドル | 3ヶ月 |
| リードブロワーのVFD | 18% | 30,000ドル | 40,000ドル | 16ヶ月 |
| ABACの実装 | 20% | 33,000ドル | 80,000ドル | 29ヶ月 |
| ブロワー交換(根元→ターボ) | 25% | 42,000ドル | 250,000ドル | 71ヶ月 |
注: 節約は完全に加算的なものではありません。DO 設定値の削減と ABAC は重複する問題に対処します。 5 つの対策すべてを組み合わせた現実的な節約量: ベースライン曝気エネルギーの 35 ~ 50%。節約のほとんどは最初の 3 つの対策だけで 3 年以内に達成可能です。
小規模下水処理場ではオン/オフおよび PID 制御方式の恩恵を受け、エネルギーを 10 ~ 25% 節約し、DO レベルを 5 ~ 30% 削減します。カスケード制御とモデル予測制御により、中規模の下水処理場におけるエネルギー効率が 15 ~ 30% 向上します。 AI および機械学習と統合された MPC を利用する高度な下水処理場は、エネルギー使用量を 30 ~ 40% 削減できます。
| 植物の大きさ | 適切な制御戦略 | 現実的な省エネ |
|---|---|---|
| < 1,000 m3/日 | ブロワーのオン/オフ手動DO調整 | 5~15% |
| 1,000~5,000m3/日 | PID DO制御 VFD | 15~25% |
| 5,000~20,000m3/日 | カスケードDO制御ABAC VFD | 20~35% |
| > 20,000 m3/日 | MPC ABAC マルチブロワー連携 | 25~40% |
| > 50,000 m3/日 | MPC AI/ML 負荷予測の完全なインスツルメンテーション | 30~45% |
無酸素ゾーンのあるプラントで最も見落とされがちなエネルギー節約の 1 つ。脱窒中、細菌は O2 の代わりに NO3 を電子受容体として使用し、硝酸塩分子から酸素を効果的に回収します。
酸素クレジット = 2.86 kgO₂/kg NO₃-N 削減
10,000 m3/日の流量から 15 mg/L NO3 を脱窒するプラントの場合:
SAE = 2.5 kgO₂/kWh の場合、このクレジットの価値は次のとおりです: 429 / 2.5 = 172 kWh/日 = 6,200 ドル/年
無酸素ゾーンはあるものの、ブロワー制御ロジックに脱窒クレジットが考慮されていないプラントは、過剰なエアレーションを行っており、このクレジットに相当するエネルギーを毎日浪費しています。
完全な監査を依頼する前にこのチェックリストを実行してください。このチェックリストでは、最も一般的な 3 つの即効性のある方法が特定されています。
1. ブロワー吐出圧力を読み取り、DWP を計算します。
2. ブロワーの動作点と設計曲線を確認する
3. SCADA トレンドから平均 DO を読み取る (過去 7 日間)
4. 実際のブロワー出力と理論上の要件を比較します。
5. ブロワー出力の日内変動を確認する
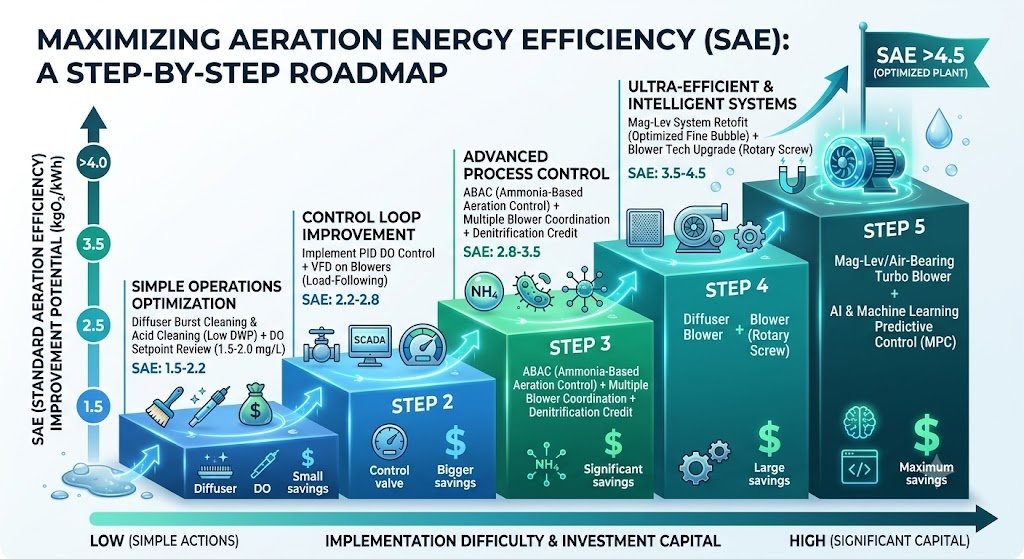
| 現在の SAE | 優先行動 | 処置後に予想されるSAE |
|---|---|---|
| < 1.5 kgO₂/kWh | ディフューザーのクリーニング DO 設定値の確認 | 1.8~2.2 |
| 1.5 ~ 2.0 kgO₂/kWh | VFD DO コントロールを追加 | 2.2~2.8 |
| 2.0 ~ 2.5 kgO₂/kWh | ABAC を追加してディフューザー カバレッジを最適化 | 2.5~3.5 |
| 2.5~3.5 kgO₂/kWh | 10 年以上経過している場合はブロワー技術のアップグレード | 3.5~4.5 |
| > 3.5 kgO₂/kWh | 適切に最適化 — ディフューザーのメンテナンスに重点を置く | 維持する |
関連製品: Nihao のファイン バブル ディスク ディフューザー、プレート ディフューザー、チューブ ディフューザー、エアレーション ホースはすべて、この監査フレームワークで説明されているディフューザー側の最適化をサポートしています。 EPDM またはシリコン膜の選択と定期的な洗浄によって低い DWP を維持することは、ほとんどのプラント オペレーターが利用できる最も高い ROI と最も低い資本での介入です。お問い合わせ [email protected] ディフューザーシステム評価サポート用。


86 - 571 - 88647609

+ 86-15267462807
